вЧЦїЬиад
аТаЭЕФСбЮЦВтЩювЧRMG 4015 ПЩВтСПЬњжЪВФСЯЁЂАТЪЯЬхИжЙЄМўЃЌЭЌЪБПЩгУгкЭЁЂЛЦЭЁЂТСКЭЦфЫќЗЧЬњжЪВФСЯЁЃЫќАДееЕчЮЛЬНЭЗдРэВйзїЃКвЛИіДјгаЫФИіЕЏЛЩЪНЁЂЖЦН№ДЅеыЕФЬНЭЗКсПчгкЙЄМўСбЮЦДІМьВтЁЃГжајЕФНЛСїЕчОСНИіЬНеыНјШыЙЄМўЃЛСэЭтСНИіЬНЭЗВтСПЕчСїЭЈЙ§СбЮЦЕзВПКѓЕчбЙЕФЯТНЕжЕЁЃвЧЦїЕФНЛСїЕчРћгУЧїЗєаЇгІЃЌМДЕчСїдкЕМЬхБэУцСїЖЏЃЌвђДЫвВОЭЪЧбизХСбЮЦЕФТжРЊЁЃВйзїКЭВтСПжЕаХЯЂЪЧгЩВтСПвЧЕФЮЂДІРэЦїПижЦЃЌЭъШЋБмУтСЫгЩгкДэЮѓЕФЁЂЮДЭъШЋНгДЅЖјЕМжТЕФДэЮѓВтСПКЭЮѓВйзїЯжЯѓГіЯжЁЃМьВтБЈИцПЩЭЈЙ§RS232 ДЎПкЯпДгаЁаЭДђгЁЛњЃЈПЩАДИНМўЬсЙЉЃЉДђгЁЃЌвВПЩЪЙвЧЦїЭЌPC ЭЈаХЃЈЭЈЙ§STATWIN 2002 ШэМўЃЉЁЃ
ДЫPC аыЪЙгУWindows ВйзїЯЕЭГЃЌетбљВЛНіПЩвдЛёЕУВтСПжЕЃЌЖјЧвПЩЬсЙЉЪ§ОнЙмРэКЭЭМБэЯдЪОЁЃДЫЭтЃЌвВПЩаТНЈМьВтБЈИцЛђЦфЫћЮФМўЁЃ
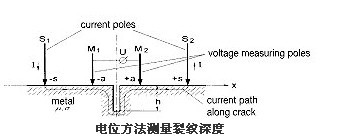
ЕчЮЛЬНЭЗЗНЗЈСбЮЦЩюЖШЕФШЗЖЈЪЧЛљгкЖдН№ЪєЙЄМўБэУцСНЕуЕФЕчзшВтСПЁЃШчЙћСНЕуМфДцдкСбЮЦЃЌ
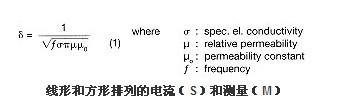
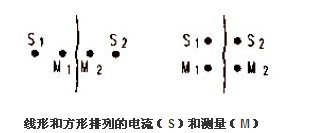
дђЦфЕчзшжЕИпгкЮоСбЮЦЪБЕФЕчзшжЕЁЃдкЮДжЊЩюЖШЪБзшжЕНЋЩ§ИпЁЃдкетИіаТЗНЗЈжаЃЌВЩгУСЫЫФЕчМЋММЪѕЃК
СНИіЕчМЋ Sl КЭ S2 ВњЩњГжајЕчСїДЉЙ§ЙЄМўЁЃВтСПСэСНИіЕчМЋMl КЭ M2 жЎМфЕФЕчбЙжЕUЃЌЦфМфЕФЕчзшжЕгыЕчбЙГЪе§БШЁЃвђДЫЃЌЕчбЙжЕU гЩЮДжЊЕФСбЮЦЩюЖШhЃЌвбжЊЕФВтСПМЋОрРы2aЃЌЕчСїМЋОрРы2s КЭВФСЯЕФЕчДХЬиадОіЖЈЁЃШчЙћЪЙгУНЛСїЕчЃЈACЃЉЃЌвђЧїЗєаЇгІЃЌЕчГЁКЭЕчСІЯпОЭдкБэУцвдЯТЧјгђЭЈЙ§ЁЃЭЌЪБЃЌЕчСїУмЖШдіЧПЁЃЯТУцИјГіЕФДЉЭИЩюЖШЙЋЪНЪЧИљОнЦЕТЪКЭВФСЯЬиадЕУГіЕФЁЃ
ЕчЮЛЗНЗЈЕФСбЮЦЩюЖШЕФЦЕТЪдНИпЃЌетжжгАЯьОЭдНУїЯдЃЌЕчСїНЋбизХСбЮЦБэУцСїЖЏЁЃЫцзХЕМЯпКсНиУцЕФМѕЩйЃЌПЩвдПДЕНЕчзшжЕдкдіМгЁЃгЩгкжБСїЕчУЛгаЧїЗєаЇгІВњЩњЃЌЕчСїДгЕЭзшжЕДІЭЈЙ§ЃЌМДбизюЖЬМИКЮОрРыЁЃЮЊСЫдкЕЭЕФВтСПЕчСїЕФЧщПіЯТЛёЕУОЋШЗЕФСбЮЦЩюЖШЃЌаыВЩгУНЛСїЕчЁЃЕЭЕчСїНЋБмУтЩеЩЫЙЄМўБэУцЕФНгДЅВП
ЮЛЃЌДгЖјБЃЛЄСЫЙЄМўБэУцКЭМьВтЕчМЋЁЃСэЭтЃЌдкЕчГиЙЉЕчЕФЧщПіЯТЕчФмЯћКФНЋДѓДѓНЕЕЭЁЃвђЮЊЧїЗєаЇгІдіМгСЫКсПчСбЮЦЕФЕчбЙЯТНЕжЕЃЌгыЯрЙиЕФДЋЭГвЧЦїЯрБШМѕЩйСЫЕчМЋжЎМфЕФгааЇЕчСїТЗОЖЁЃвђДЫПЩвдЪЙгУаЁЬНЭЗЬсЙЉИпзМШЗЖШКЭОЋЖШЁЃМДЪЙВФСЯЪЧЕчЕФСМЕМЬхЃЌШчИпБъКХИжЛђТСЃЌЖМФмВтСПЁЃ
ДЋЭГвЧЦїЕФВЛзу
СбЮЦЩюЖШhЁЂВтСПЕчбЙКЭЦЕТЪжЎМфЪЧЗЧЯпадЕФЃЌвВЪЧгЩВЛЭЌЕФЕчДХЬиадОіЖЈЕФЁЃетгЩВЛЭЌЕФВФСЯОіЖЈЃЌДЋЭГЕФвЧЦїЖдДЫПМТЧЪЧВЛГфЗжЕФЁЃвђЮЊВтСПЕчбЙЬиБ№аЁЃЈжЛгаМИИіuVЃЉЃЌДЋЭГвЧЦїЬиБ№ШнвзЪмИЩШХЕФгАЯьЁЃгЩгкЕчРТЯпЕФЮЛжУЖјВњЩњЕФИагІЕчбЙЖдВтСПНсЙћЕФгАЯьвВЪЧКмЦеБщЕФЁЃСэЭтЃЌдкЬНЭЗНгДЅБэУцЪБЃЌНгДЅЮЪЬтЮоЗЈПижЦЁЃЬНЭЗЕФФЅЫ№ПЩФмЕМжТВЛПЩдЄжЊЕФНсЙћЁЃДЋЭГЕФШ§ЕчМЋЬНЭЗВтСПКЭЗжПЊЕФЕчСїДЅЭЗЛсв§Ц№ИќЖрЕФДэЮѓЃЌвђЮЊЕчСїДЅЭЗЕФОрРыУЛгаБЛПМТЧНјШЅЁЃ
СбЮЦВтЩювЧЕФаТЬНеы
KARL DEUTSCH ЕФаТЬНЭЗгЩЫФИіЬНеызщГЩЁЃдкСбЮЦВтЩюЗНУцЕФ40 ФъОбщКЭВЛЖЯЕФЗЂеЙЪЙЮвУЧгаСЫЯждкЕФзЈРћЃКDE3828552C2ЃЁгавЛИіжБЬНЭЗКЭаБЬНЭЗЁЃжБЬНЭЗЪЧВЩгУЗНаЮДЅеыХХСаЃЌетбљПЩвдВтСПЗЧГЃаЁЕФКЭВЛЦНећЕФБэУцЁЃЁЂ
гыДјгаЭтВПЕчСїДЅЭЗЕФЯпаЮДЅЭЗаЮзДЯрБШЃЌЬНеыБиаыжУгкЪЙСбЮЦДІгкВтСПКЭМьВтДЅЭЗжааФЕФЮЛжУЁЃетбљЃЌЕчбЙЯТНЕТЗОЖПЩВтСПЕНМИКСУзЁЃМьВтКЭВтСПДЅЭЗгЩЕЏЛЩМгдиЁЂЖЦН№гВДЅМтзщГЩЃЌЫќБЃжЄСЫзюМбЕФЕчЦјНгДЅКЭвЊЧѓВЛИпЕФНгДЅбЙСІЁЃ

СбЮЦВтЩюжБНЧЖШЬНЭЗгавЛИіШ§РтаЮЕФНгДЅЧјЃЌДгЖјБЃжЄСЫЕЏЛЩЖдДЅеыЕНЙЄМўБэУцЪЉМгЕФбЙСІЁЃЖдУПИіеыРДЫЕЖМЛёЕУЭЌбљЕФбЙСІвдЪЙдкВтСПЦкМфЬсЙЉЮШЖЈЕФНсЙћЁЃ Ш§РтЕФНгДЅУцЪЙЕУдкВЛЦНећЕФБэУцНгДЅБфЕУМђЕЅЁЃНЧЖШЬНЭЗЭЌЪБПЩвддкЙмЕРФкБкЛђЦфЫћгВжЪЙЄМўБэУцЁЃ

ВЛЪЙгУЙЄОпОЭПЩИќЛЛДЅеыЃКФЅЫ№КѓЃЌДгЬНЭЗЕФЕМЯђЭВжаАЮГіДЅеыВЂИќЛЛЁЃЬНЭЗБОЩэЪЧУтЮЌаоЕФЁЃЖдДжВкЛђбѕЛЏБэУцЃЌ здЭфЧњДЅеыЪЧзюМбЕФНсЙћЃКдкбЙдкБэУцЩЯЪБЃЌЫќУЧздЖЏЕїећзјБъжсЁЃ
етбљЃЌеЕФЃЌЗЧЛђШѕЕМЕчВуПЩБЛДЉЙ§ВЂАВШЋЕФНгДЅЕНЛљЬхЁЃ
ЬНЭЗжаФкжУЕчТЗАќКЌвЛИіЧАжУЗХДѓЦїЁЃетбљЃЌВтСПаХКХПЩвдАВШЋДЋЫЭИјвЧЦїЃЌСэЭтЃЌМЧвфЕЅдЊжУгкЬНЭЗФкВПЁЃЫќДцДЂЖРСЂЕФЬНЭЗЪ§ОнКЭВФСЯЬиадЁЃ

RMG 4015ЕФЪЙгУ
RMG 4015 ЬсЙЉвЛИіДјгаДг0mm ЕН10mm ЩюЖШШЫЙЄСбЮЦЕФаЃзМЪдПщЃЌетбљгУЛЇПЩдкВтСПЦкМфаЃзМвЧЦїКЭЬНЭЗЁЃЬНеыЕФФЅЫ№ЛђГЌЙ§ЗЖЮЇЕФЮТЖШЕМжТЕФЦЋВюПЩЭЈЙ§дйаЃзМВЙГЅЁЃе§ШЗЕФжЕПЩвдДЂДцдкЬНЭЗжаЁЃСбЮЦЩюЖШФкЕФВтСПЕчбЙзЊЛЛЪЧгЩRMG 4015 ЕФЮЂДІРэЦїПижЦЕФЁЃГіГЇЩшжУЕФаЃзМБэе§ЪЧГігкДЫФПЕФДцДЂдквЧЦїжаЕФЁЃВтСПжЎЧАЃЌНЋЬНЭЗЗХгкЙЄМўЮоСбЮЦДІЃЌВтСПЕчбЙгыаЃзМБэжаЕФДцДЂжЕЯрБШНЯЁЃЮЂДІРэЦїИљОнВФСЯЕФЬиЪтадРДШЗЖЈвдКѓВтСПСбЮЦЕФШЗЧаЩюЖШЁЃВтСПгЩЮЂДІРэЦїМрПиЁЃгЩгкВЛГфЗжЬНеыЕФНгДЅЖјЕМжТЕФЮѓВйзїЁЂДэЮѓЕФНгДЅЛђЬНЭЗЕФВќЖЏЪЧПЩвдБмУтЕФЁЃетбљЃЌДэЮѓЕФНсЙћМИКѕВЛПЩФмЗЂЩњЁЃПЩвдЛёЕУзюМбЕФВтСПдйЯпададЃЈ+/- 0.1mm 100mm СбЮЦЩюЖШЃЉЁЃМДЪЙЪЧЕЭБъКХИжЛђЮоЩјЭИЃЈШчАТЪЯЬхИжЃЉЛђИпЕМЕчЕФЗЧЬњадВФСЯЃЈШчТСЛђЭЃЉЃЌЖМФмЛёЕУзуЙЛЕФОЋЖШЁЃ
RMG 4015 ЕФММЪѕЯИНкгыЦфЫќДЋЭГвЧЦїЯрЫЦЃЌЭЈЙ§ЙЄМўЕФЕчСїжЕЮЊ500mAЁЃЕЋЪЧЖдБШФПЧАФЧаЉЬНЭЗвЛЕЉНгДЅОЭВњЩњГжајЕчСїЕФвЧЦїЃЌRMG 4015 дквЛДЮМьВтжажЛВњЩњГжајМИКСУыЕФЕчСїТіГхЁЃжиИДЫйТЪНЋНќвЛУывЛДЮМьВтЁЃЯдЪОЫцжЎИќаТЁЃетбљЃЌвЧЦїЪЙгУЕчГиЪБПЩвддкЬНЭЗСЌајНгДЅЧщПіЯТЙЄзї12 аЁЪБЁЃШчЙћЪЙгУГфЕчЕчГиЃЌвЧЦїПЩВЛБиДђПЊЃЌЕчГиФмЭЈЙ§ЭтжУЕФГфЕчЦїГфЕчЁЃБЁФЄМќХЬЪЧгЩАДМќзщГЩЃЌПЩвджБНгНјШывЧЦїЕФЛљБОВтСПЙІФмЁЃаэЖрВЮЪ§ПЩвдЭЈЙ§ВЫЕЅМќЯдЪОЁЃВЮЪ§гУЧхЮњЕФгябдЯдЪОЃЈгЂгяЛђЕТгяЃЉЁЃВйзїКЭДЋЭГЕФБкКёЁЂЭПВуКёЖШВтСПвЧвЛбљМђЕЅШнвзЁЃвЧЦїЕФЪ§ОнМЧТМЦїПЩвдДІРэГЌЙ§3850 ИіВтСПНсЙћЃЌПЩвдДцДЂГЌЙ§300 ИіЖРСЂЪ§ОнЁЃФкжУЕФЪЕЪБЪБжгздЖЏМЧТМВтСПЪ§ОнКЭВтСПЪБМфЁЃВтСППЩЭЈЙ§ЯЕСаНчУцДђгЁГіЁЃЯрЭЌЕФНчУцвВдЪаэгыPC ЭЈаХЃЌЭЈЙ§WINDOWSВйзїЯЕЭГЕФгІгУГЬађГЬађЁАSTATUS WINDOWSЁБЁЃЫќВЛНігаДЋЪфЙІФмЃЌвВФмДІРэКЭЭМБэЯдЪОВтСПжЕЁЃ
Г§ДЫжЎЭтЃЌПЩвдЬсЙЉМьВтБЈИцКЭЦфЫћЮФЕЕЁЃЯТди STATUS Windows аХЯЂвГКЭВйзїЪжВс STATWIN2002 ВЩгУЕчЮЛЬНЭЗдРэЕФСбЮЦЩюЖШВтСПЃЌRMG 4015 ОпгаСМКУЕФЮШЖЈадКЭМђБуЕФВтСПЗНЗЈЁЃЭтаЮГпДчЕФМѕаЁЃЌЬНЭЗЕФМђЕЅВйзїЃЌМђБувзгУЕФГЬађКЭЕЭМлИёЪЙЕУRMG 4015 ГЩЮЊвЛИіЗбгУЕЭЃЌМђЕЅЁЂЮШЖЈЕФМьВтвЧЦїЁЃЫќЪЧДХЗлЬНЩЫКЭЩјЭИЬНЩЫЕФгавцВЙГфЁЃЭЦМіЪЙгУдкМлИёНЯИпЛђДѓаЭЙЄМўЩЯЃЌЙЄМўдйМгЙЄКЭСбЮЦЕФдіГЄЖМашгУЫќПижЦЁЃ
ММЪѕВЮЪ§ЃК
ВтСПЖдЯѓ: ЕчЕМЬхВФСЯЕФБэУцСбЮЦЕФЩюЖШ
ВтСПдРэ: ЕчЮЛЬНЭЗ
ГпДч: 83 X 151 X 35 mm
ЕчдД: 2 X 1.5 V
СЌајЙЄзїЪБМф: 11.5 аЁЪБ
Ъ§ОнДцДЂ: ДІРэ3850 ИіВтСПНсЙћЃЌДцДЂ300 ИіЖРСЂЪ§Он
ВтСПЗЖЮЇ: 0...99.9mm
ВтСПВЈЖЏ: Fe: 13%, N-Fe: <25%, ЬњЕФжиИДад: +/- 0.1mm
ДЎПкЯпЃК RS232, 4800 ВЈЬи
ЮТЖШЬѕМў: ВтСПдк0-45 ЖШЗЖЮЇФкЃЌДцДЂдк-20-60 ЖШЗЖЮЇФк
|